|
The class of compounds called nitrogen oxides (NOx) is an emission of combustion that forms ozone and smog when combined in the lower atmosphere with volatile organic compounds and sunlight. Ozone in the lower atmosphere is different than the protective ozone of the upper atmosphere.
The U.S. Environmental Protection Agency (EPA) worked with 37 states east of the Rocky Mountains forming the Ozone Transport Assessment Group (OTAG) and proposed the Ozone Transport Rules (OTR) in 1997 and 1998. These rules propose to reduce NOx emissions from utility and non-utility combustion sources in 22 states, including power and recovery boilers, as shown in Figure 1.
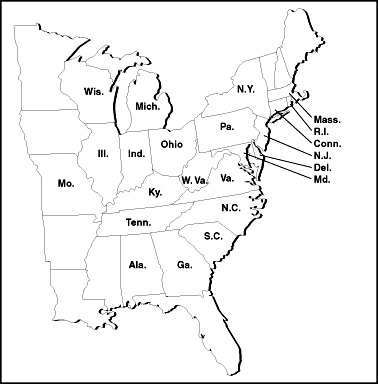
FIGURE 1: Pulp and paper mills in 22 states may be required to reduce NOx emissions by 2003.
These emissions rules and limits for NOx emissions are currently in litigation. Should the EPA prevail, the affected mill’s NOx reductions will be left in the hands of the individual states to implement. The states’ implementation plans (SIPs) have not yet determined who will be affected and how much reduction will be required.
The current federal date for compliance is May 2003; therefore, the time for implementation is rapidly decreasing, and operating companies need to plan now if they are going to be ready. The SIPs will ultimately determine the reduction required by each utility and non-utility source. Many industries, including pulp and paper, will likely be part of the overall reduction. More information is available at www.epa.gov.
The first step toward implementation is to decide which mills are affected. This step needs to be identified between the individual mill and the state and local environmental agencies. Identified mills must then know what equipment is available, as well as the capabilities of the different technologies, so that proper systems or combinations can be designed, manufactured, erected, and commissioned. Lead times for equipment manufacturing and construction must also be considered.
This article reviews technology solutions to reduce NOx emissions at pulp and paper mills. Most of this article is devoted to NOx reduction in a power boiler, since this is the greatest source of NOx emissions and where the greatest percentage of reduction is possible. Some reduction is also possible in the recovery boiler.
INITIAL CONSIDERATIONS. There are many technologies available today for NOx reduction. Selection of the proper technologies is not as easy as going to a chart, identifying the amount of reduction needed, and then finding the right technology. As will be discussed, the proper decision may be a combination of technologies. The choice is based on the amount of reduction needed, as well as the mill’s capital and operating expense options.
In general, the single greatest factor in the selection process is the type of fuel and its combustion method in the boiler. Pulp mills make this somewhat more difficult by firing any number of fuels in combination. In order of importance, the next factor is the amount of NOx reduction required. Some mills will find that they have a specific reduction for each power and recovery boiler, or perhaps a total permitted discharge for the mill. If the NOx level is based on total mill emissions, it is important to understand that the greatest reductions can be made with the power boiler and not the recovery boiler.
The physical size of the targeted boiler is important in NOx reduction as well as the current operation of the equipment. For proper reaction some equipment needs a narrow band of temperature or residence time that smaller boilers cannot provide. This could direct the designer to a different reduction method. Finally, the designer and operating company must know if the reduction is only for the ozone season—May through September—or if it is required year round.
| NOx REDUCTION TECHNIQUE |
REDUCTION EXPECTED (%) |
| COMBUSTION |
| Boiler Tuning |
10-20% |
| Staged Combustion |
20-40% |
| Flue Gas Recirculation |
10-80% |
| Low NOx Burners |
40-60% |
| Gas Reburn |
50-60% |
| POST-COMBUSTION |
| SNCR |
25-50% |
| SNCR/SCR Hybrid |
40-60% |
| SCR |
80-90% |
AVAILABLE TECHNOLOGIES. There are many NOx reduction technologies available. Table 1 identifies the different technologies and percent reductions that are typical for each. Technologies can be broken into two very definable methods: combustion and post-combustion.
The easiest methods for NOx reduction include fuel switching, credit purchasing, and boiler tuneup. Some fuels produce lower NOx than other fuels. If NOx reduction is required for five months of the year during a time when natural gas curtailment is not a consideration, the operating company may, for example, change from coal to natural gas and achieve a considerable NOx reduction. If the boiler can fire natural gas, then the capital expense is reduced. If natural gas burners are not in place, then current burners can be retrofit, if feasible, or replaced. As a cautionary note, changing fuels may require repermitting and changes to boiler convection pass components due to resulting changes in gas temperatures and absorption rates.
Some companies and utilities reduce NOx beyond what is required and generate credits that can be bought and sold and used by a company that decides it is more economical than investing capital or operating expense. Also, many mills have not had a boiler and burner tune up and NOx may be reduced by simply tuning the equipment and training operators on techniques for reduction.
COMBUSTION METHODS. NOx generation is primarily determined by temperature. This is called thermal NOx. Significant levels of NOx are usually formed above 2,200° F (1,204° C) under oxidizing conditions with exponential increases as the temperature is increased. The combustion method of NOx reduction centers on this fact, and NOx reduction is achieved by using technologies that reduce flame temperature.
For any fuel that is burned through a conventional burner in the furnace wall or corner, the replacement of original burners with low NOx burners (LNB) is a good option. Figures 2 and 3 depict low NOx burner solutions for coal-, oil- and gas-fired power boilers. Many times, the new burners will provide the necessary reduction with a modest capital investment and little or no operating expense. The boiler engineer will try to replace existing burners without changing burner bent tube openings. These burners are referred to as “plug-in” burners since they plug into existing burner openings. This will help contain the cost of installing LNB.
Furnace depth and burner spacing and distance from watercooled furnace walls are additional considerations. The flame of an LNB tends to be longer than conventional burners and the designer does not want flame impingement on the opposite furnace wall. Burner spacing is important to keep the flames separate so they do not disturb each other, which may increase unburned carbon loss. Likewise, the burners need to keep the flame away from the adjacent wall so the flame is not cooled before it has had a chance to completely burn the fuel.
LNB can be further enhanced by using flue gas recirculation (FGR) and air staging with NOx ports or overfire air ports. FGR is a technique of substituting clean flue gas for combustion air to reduce the flame temperature while maintaining the necessary pressure drops and velocities required for good combustion. Clean flue gas is taken from the boiler discharge or beyond the particulate cleanup device. These flue gases are added to the combustion air stream by induction into the forced draft fan intake or by pressurization with an FGR fan for injection into the air stream. Additional air is then added (staged) at a higher furnace elevation to complete combustion. Air staging, FGR, and LNB are not applicable to all power boilers, depending upon the existing burners and size of the furnace.
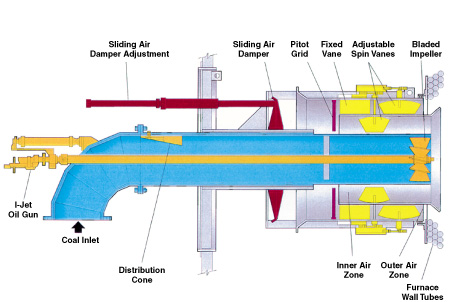
FIGURE 2: A dual air zone burner operates on the principle of controlled separation and mixing of air and fuel.
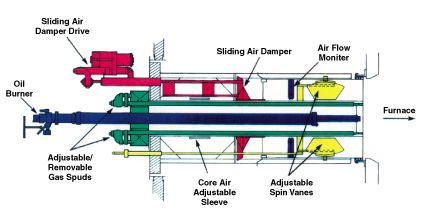
FIGURE 3: A single air zone burner works well with oil and gas fuel power boilers.
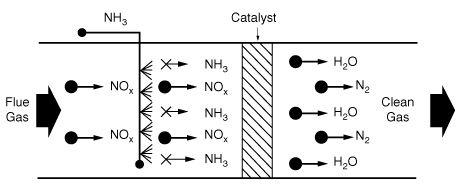
FIGURE 4: A selective catalytic reduction system can be an effective post-combustion technology to reduce NOx emissions.
To complicate combustion methods even further, many mills have capabilities of firing pulverized coal, natural gas, fuel oil, and bark or woodwaste on a stoker singularly or in combination. This makes NOx reduction more difficult for the designer to accomplish with singular technology.
Gas reburn is a technique that uses substoichiometry in the main burner zone to reduce flame temperature and adds a fuel such as natural gas above the burner zone, again in a reducing atmosphere. Finally, this technique adds the remaining air for complete combustion above the reburn burners. In this manner, the fuel is simply redistributed and the boiler gets all of the calorific use of the fuels for steam generation.
Stokers and bubbling fluid bed (BFB) boilers firing bark, woodwaste, or sludge use similar but different techniques than conventional burner-fired power boilers. Vintage stoker boilers were designed with overfire air systems sized for 15% to 20% of total air, with most of the air introduced through the stoker. In the 1980s, overfire air was redesigned and the overfire air and undergrate air were more evenly split. This reduction in undergrate air has led to some reduction in NOx. Also, both stoker-fired or BFB boilers may use FGR to reduce combustion temperatures (staging) while maintaining good velocity in these regions of the boiler. Through better air staging and coverage, it may be possible to realize a 20% to 30% NOx reduction. If more reduction is required, a selective catalytic or non-catalytic reduction system may be needed.
POST-COMBUSTION TECHNIQUES. There are two post-combustion techniques available. A selective catalytic reduction (SCR) system can be compared to the catalytic converter in an automobile exhaust system, except the boiler SCR uses a reagent. SCR technology sprays ammonia ahead of the catalyst. The ammonia (NH3) reacts with the NOx in the flue gas to form elemental nitrogen and water vapor, as shown in Figure 4.
The equipment necessary for this modification is a reactor (a box of SCR material) situated in a flue gas temperature region of 700° F, a storage tank for ammonia, piping and pumping equipment, and a spray grid ahead of the catalyst. While on the surface this seems simple, the designer must find the proper location for the in-situ devices. In most cases, this means on elevation with the economizer or air heater and requires considerable structural steel modifications and additions as well as new flues and ducts. It may be difficult engineering to find the ideal location. Further, the ideal gas temperature may be in the center of an existing economizer or air heater, which results in changes to backend heat traps. The SCR may not be appropriate with bark firing as the ash may poison the catalyst and render it unusable.
The selective non-catalytic reduction system (SNCR) uses the same basic principle of a reaction between NOx and ammonia, but does not require the catalyst material. The reagent is sprayed into the furnace at different levels depending upon furnace temperature (load). The temperature window where the reaction occurs is 1,600° F to 2,100° F. This is much easier for stoker or BFB firing, since the reagent is sprayed into the furnace and the only equipment needed in the furnace are nozzles at several elevations. Outside the furnace, the equipment consists of storage tanks, pumps and piping, and process controls and equipment. The difficulty with SNCR is when combination firing moves the ideal temperature zone from the furnace back into the convection pass. Reagent distribution becomes more difficult.
Both post-combustion methods have operating expenses that must be considered during evaluation.
COMBINATIONS. The best choice may be a combination of technologies. Depending upon the fuels and degree of reduction required, the owner and designer should work together to decide what technology is best suited for the specific boiler. For example, a company may evaluate higher initial capital expense for new burners and overfire air with a smaller SCR, rather than a larger SCR with increased operating expense. If a mill has a total output regulation, that mill may consider making major modifications to one or two boilers and leave the other boilers alone. Potentially, one boiler’s capacity may also be increased so that a smaller boiler can be shut down or put on standby.
The scenarios are numerous. The boiler supplier must be willing to work with the operating company to help decide what is best for each situation.
NOX REDUCTION IN A RECOVERY BOILER. A recovery boiler is typically not a large NOx producer. Uncontrolled NOx in a recovery boiler is more a factor of the amount of nitrogen in the black liquor, which is different from NOx generated in a power boiler. NOx in a recovery boiler is easily controlled, but the reduction is not very great. Typically, a reduction in NOx in a recovery boiler is 10-20 percent. Through research and development of very sophisticated combustion and flow modeling, B&W has been able to identify recovery boiler NOx reduction potential using different combustion air schemes.
THE FIRST STEP. A mill’s first step in overall NOx reduction should be to learn its specific mill NOx reduction requirements. Dialog with the state and local environmental agencies should provide insight into the need for NOx reduction.
Utilities have been going through NOx reduction for several years and lessons can be learned from the suppliers of this equipment. These same lessons will apply to mills and industry in general. Some utilities have worked to develop specifications, sending them out and evaluating bids from many suppliers of different equipment. This was very prevalent at the beginning, but then utilities started moving towards selecting a full scope supplier and forming an alliance to work together from beginning to end. This approach saves costs for both the operating company and the supplier. It also combats constraints caused by the extra steps of bidding and evaluating that can result in additional lead time—an important factor when time is running out for compliance.
One final caution—a mill should not procrastinate. It takes a great deal of time for the entire process to be completed from the time the need is identified. All major suppliers are currently working with utilities, which are under pressure to complete very large projects. The availability of engineers, designers, equipment manufacturing, and construction is tight and will get tighter.
Gregory Pifer is general manager of pulp & paper service projects with Babcock & Wilcox Co., Barberton, Ohio.

|