At Madison Paper Industries, a $52-million project to add gap forming technology has helped maintain the Madison, Maine, mill as a leader of quality for North American SC-A grades
|
 |
New Wet End Improves Supercalendered Paper Quality at Madison Paper Industries
|
|
|
By HAROLD CODY, Senior Editor
|
Owing to the long-term approach of its owners, Madison Paper Industries (MPI) has invested in a variety of upgrades to position the Madison, Maine, mill as one of the industry’s top quality producers of SC-A grades. Throughout the 1980s and 1990s, several hundred million dollars were invested in projects throughout the mill, ranging from numerous quality-related projects to installation of a new paper machine and pulp mill.
However, despite this forward-looking approach, MPI faced a major challenge in the late 1990s. The company was competing against European and North American mills operating newer equipment capable of producing higher-quality supercalendered (SC) grades. To meet this challenge, $52 million was invested to install a new wet end and to upgrade the dryer section on the mill’s paper machine. The major justification of the project was focused on improving paper quality, but an increase in operating speed also led to a gain in capacity.
| TABLE 1: A series of modernization projects, totaling more than $200 million, has kept the mill competitive. |
| 1983 |
Groundwood screening/refining |
| 1987 |
Headbox |
| 1988 |
Topwire former |
|
Gauging system/slice lip controls |
| 1989 |
Winder JR-1000 |
|
Supercalender No. 3 |
| 1991 |
SC rebuilds |
| 1992 |
Press/dryer/drives/DCS upgrades |
| 1994 |
Gauging system/OptiReel |
| 1995 |
Groundwood screening |
| 1996 |
Grinder |
| 1997 |
No. 1 winder modernization |
| 1998 |
PCC satellite plant |
|
Twister Wrapper |
| 1999 |
No. 2 winder modernization |
|
Supercalender modernization |
| 2000-2001 |
No. 3 paper machine rebuild project |
|
LONG HISTORY OF CHANGE. The history of papermaking at the Madison, Maine, mill goes back many years. The first facility at the site—a sulfite pulp mill—was built in 1891, followed by the installation of two newsprint machines and a groundwood pulp mill in 1899. During the period from 1955 to 1977, the facility operated under several owners before Myllykoski Corp. acquired the struggling mill in 1977. In 1980, Myllykoski joined forces with the New York Times Co. as partners and, in 1981, completed a $200-million modernization project that converted the mill to SC-A production. The project added the No. 3 paper machine, which is now the mill’s sole machine, and a new pressurized groundwood pulp mill.
With the new paper machine, MPI became the first mill in the U.S. dedicated entirely to the manufacture of SC paper. Madison’s Symmetry grade established itself as an industry standard.
The history of upgrades to the 100-year-old facility, which is summarized in Table 1, provides insight into what is required to compete in today’s competitive printing and writing paper market. “We’ve invested some $180 million in the mill since the No. 3 paper machine was installed,” describes Mike Doiron, project manager for the rebuild and manager of paper operations.
The wet end rebuild project is just the latest in a long series of modernization projects enacted at the mill, and it illustrates the long-term commitment taken by the mill’s owners. This commitment is particularly noteworthy given problems plaguing mills all over the Northeastern U.S., including in Maine, where several mills have recently closed or gone bankrupt and where one of the major causes was lack of investment.
The projects have modified or upgraded most major areas of the mill, including several upgrades to the finishing area that began in the late 1990s. The upgrade to the mill’s roll wrapping capabilities included the first Voith Twister roll wrapper installed in North America.
PROJECT GOALS RAISE THE BAR. Despite the money invested to continually upgrade the mill, including considerable work on the No. 3 paper machine since its installation, the advent of new forming technology for SC papers had placed the mill at a competitive disadvantage. During the late 1990s, major rebuilds and new machine installations by SC-A competitors in North America and Europe had raised the bar in terms of SC paper quality. In the last few years, modernization projects completed by major producers in North America and several mills in Europe installed gap-forming wet end technology, which produces a sheet having among other things a much-improved filler distribution compared to old-style fourdrinier and hybrid formers.
In addition, several rebuilds in North America had converted newsprint machines to online production of SC-B and even SC-A grades. Prior to the rebuild, the wet end at MPI consisted of a conventional fourdrinier, SymFormer R topwire former, Symflo headbox, and a Tri-nip press section.
These ongoing advancements in SC paper production technology were pushing Madison to increase paper quality. “The top tier of SC-A producers was improving its sheet quality, and the bottom tier, consisting of SC-B and lower quality SC-A sheets, was also improving,” notes Herb Jordan, who worked on several key aspects of the rebuild, including training, equipment checkout, and startup. “Thus, we had to make a commitment to maintain our position at the top.”
The No. 3 modernization project was driven by several major objectives, but the majority of these centered on sheet quality. “While the rebuild would also result in an increase in capacity, that alone would not have justified the project’s cost,” explains Jordan. The targets or goals for the rebuild are summarized in Table 2.
| TABLE 2: TARGETS FOR THE REBUILD INCLUDED IMPROVED SHEET QUALITY AND CONSISTENCY, AS WELL AS HIGHER OUTPUT. |
| • |
Improved formation |
| • |
Lower porosity |
| • |
Improved sheet profile |
| • |
Less two-sidedness |
| • |
Increased production |
| • |
Improved printing uniformity |
|
IN-HOUSE PROJECT MANAGEMENT. The mill did not use the engineer/procure/construct turnkey approach, but instead chose to handle much of the project in-house. “It’s our culture to have direct control over projects and upgrades to ensure the project is completed to our satisfaction,” explains Doiron.
The project planning process was comprised of the following steps: establish project objectives, evaluate/select the major equipment supplier, define project scope, establish project cost estimate, develop project schedule, and develop project team (MPI, sister mills, equipment supplier, consultants, contractor).
Marathon Engineers, Appleton, Wis., (a member of the Jaakko Poyry Group) was the consulting engineering firm for the project.“We chose Marathon based on its familiarity with projects of a similar nature in Europe,” states Doiron.
Cianbro Corp., Pittsfield, Maine, the original contractor for installation of the No. 3 paper machine, was chosen to manage construction for the project. “Cianbro’s dedicated and skilled work group, led by Dann Hayden and Charlie Tibbetts, played an important role in the success of this project,” says Doiron.
The mill staff and its partners put an extremely detailed project plan together. “Since this was the first project of this scope that most of us had been through, we probably over-organized the project,” describes Richard Veinotte, the mill’s manager of engineering. “However, we met all of our objectives and were successful.”
Once the project scope was defined, a budget was developed followed by a project schedule. In order to control project costs—critical in today’s competitive paper market—the company focused on reusing equipment wherever effective.
|
| Comparative shots of the new and old wet end clearly show the scale of change made in the forming section. The old topwire former and fourdrinier were replaced with a roll and blade gap former. |
 |
|
MPI was able to call upon worldwide experience from other mills in the Myllykoski network to assist in the project. The group could draw upon experience running similar equipment in Europe, including the headbox, former, shoe press, and fourth press. For example, machine tenders from Myllykoski mills in Germany and Finland came over and worked on the startup team.
Preliminary project engineering work was performed in 1999, and the equipment was ordered in early 2000. The No. 3 machine was shut down on March 20, 2001, and startup was on April 29, 2001. “We set an aggressive timetable for the project. One internal goal was to beat Metso’s timetable of 42 days, which we did, as the outage required 39 days,” notes Doiron.
|
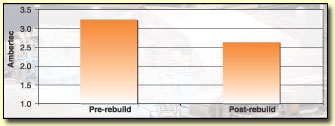
| FIGURE 1: Following the rebuild, formation improved significantly to a world-class level of 2.6 (Ambertec). |
 |
|
MPI used one new process—photogrammetry—as part of the project. Photogrammetry uses lasers to scan all the existing equipment to create a three-dimensional model. The major reasons for this modeling were to create drawings for demolition, equipment layout, and piping isometrics and to allow for design review. One major use was to help avoid problems with interference. “The most practical use of this process was to avoid or detect conflicts when completing layouts. For example, to ensure a wiring run doesn’t conflict with a piping run,” explains Doiron. The photogrammetry process was handled by Marathon, which subcontracted the work.
Construction began using a system built around three major areas or types of construction: on-the-fly work, normal scheduled shutdown work, and major outage work. “The goal was to maximize work done before the major outage in order to minimize actual downtime,” explains Veinotte.
|
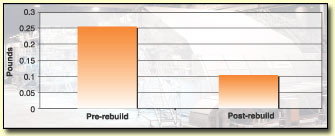
| FIGURE 2: Cross-direction basis weight profile improved from a 2-sigma level of 0.25 to 0.1 lb. |
 |
|
Work that was done on the fly while the machine continued to make paper included installation of auxiliary equipment, piping, and electrical work, as well as pre-assembly of complete systems wherever possible. During scheduled downtimes, which occurred every week or so, work such as tying in piping, preparatory work near operating equipment, and relocating and upgrading equipment was performed.
Owing to the detailed planning that went into the project, notes Veinotte, even moving equipment was planned out in order to maximize time use during construction. “We had limited lifting capability. Therefore, anytime we did a ‘pick’ or equipment move, we ensured that we moved as much as possible at one time.” One way this was accomplished was by assembling as much of the major components as possible prior to any moving of the equipment.
|
| FIGURE 3: As a result of an aggressive and successful startup, output for the rebuilt No. 3 paper machine exceeded the projected startup curve by a substantial amount during the first year of operation. |
 |
|
Once the No. 3 paper machine was running, a complete system checkout followed the same detailed approach as planning did. As an example, when installing the slice heating system, the checkout list included everything associated with that particular aspect, such as listing the tie point (water source to be used).
NEW WET END, DRYER MODIFICATIONS. The major components of the rebuild, which essentially replaced the old wet end up to the dryer hood, were supplied by Metso and included: Optiflow dilution headbox, Optiformer gap former, Sympress 3B press with fourth press, and an IQ wet end MD control system. The press section upgrade included all new frames, a new center roll, a shoe press in the third press position, and a hard nip in the fourth press.
Modifications were also made to the dryer section in order to accommodate higher operating speeds, but this work was modest compared to that done on the wet end. Changes include addition of structural stiffeners at the basement stretchers to eliminate vibration. In the first dryer section, a new drive, new dryer cylinder, and new vacuum roll were added to provide additional drying capacity. A blow box was also added to the new vacuum roll to help hold the sheet tightly to the dryer fabric in both the down run and up run positions.
A variety of auxiliary systems was also added to support the major new components, including: primary screens; new pulpers; and systems for dilution water, wet end lubrication, and hydraulics.
The dry end of the machine was left largely unchanged. Parent rolls from the OptiReel are processed by three off-machine supercalenders, including two 12-roll Bruderhaus stacks and a newer 10-roll Valmet (now Metso) supercalender. The stacks run at 1,600 to 2,000 fpm and are equipped with flaw detectors and gloss, moisture, and caliper sensors. Steam profiling boxes were upgraded in 1999.
Since the mill’s three supercalenders provide capacity above that needed at the current production rate, they can be operated at somewhat lower speeds. “Operating at the lower speeds aids in the development of sheet gloss and quality and allows us to use traditional cotton rolls because we can run at a somewhat lower temperature,” notes Doiron.
The mill has two winders, with one running full time and a second unit running only on day shift to provide added capacity.
Raw materials for the mill consist of 125,000 cords/yr of spruce and fir provided by private landowners in a 200-mile radius and processed in two drum debarkers. Purchased kraft pulp, combined with pulp produced by five pressurized grinders in the groundwood pulp mill, supply fiber for the mill.
MPI was the first mill in North America to use precipitated calcium carbonate (PCC) filler pigment in SC-A grades, following the installation of a Specialty Minerals satellite plant at the Maine facility in 1998. The PCC plant was an initial step toward improving sheet quality since it provided for higher sheet brightness and improvements in printability.
ELECTRICAL/INSTRUMENTATION UPGRADES. The project scope for the electrical and instrumentation (E/I) aspect of the project covered support for the operation of the new dilution headbox, former, and press section. It included work on the drive, electrical distribution, and distributed control systems, as well as software upgrades, according to Brian Leonard, E/I project engineer.
The original General Electric (GE) analog d.c. drive installed in 1981 had a design speed of 3,500 fpm. In 1992, all drives were replaced with an ABB digital drive system composed of Sele d.c. drives designed for 4,200 fpm. During a 1994 dry end upgrade, two ABB Sami a.c. drives were added as part of the installation of a new Metso (formerly Valmet) OptiReel.
“The objective of the drive system upgrade was to support a design speed of 5,000 fpm on the paper machine,” according to Leonard. While 24 d.c. and two a.c. drives were reused, the project required eight new ABB d.c. DCV700 drives, one new a.c. ACS600 drive, and a new GE d.c. motor. To supply power, two 3,000-amp bus ducts were upgraded to two 4,000-amp units. Cianbro of Pittsfield, Maine, installed the drives with engineering provided by MPI and Marathon.
|
| Standing in front of the outer fabric turning roll are backtender Bruce Cody (left) and machine tender Jay Parker, members of the startup team. |
 |
|
The mill’s Valmet digital control system was installed in 1981 and upgraded to Valmet XD 5.1 in 1992. This system was upgraded from Metso software version 5.3 to an Microsoft NT 7.2 system just prior to the wet end rebuild project. The headbox control system was modified from the Jetmatics system controlling 62 zones to an IQ Dilution system that has 127 control zones.
A Metso IQ Wetend MD control system was added to provide multivariable predictive control logic for dry weight filler, white water consistency, Pre-VIB moisture, retention aid flow, thick stock flow, and dryer steam pressure. Complete new controls were added for the former and press sections, which also added 1,200 new physical input/output points. Two new Microsoft NT operator control stations—bringing the total to seven—were added. “I think we are using the capabilities of this new system to a fuller extent than almost any other mill,” comments Jordan.
Interfacing the new and the old systems was a major task. “The devil is in the details,” notes Leonard. “We had several groups working in different locations on various aspects. We devoted considerable time to ensuring that it all worked.”
Other key members of the overall project team and their areas of responsibility were: Marty Troy, manager of E/I; Hannu Korhonen, paper machine engineering; Steve Small, structural; Lori Christopher, administrative assistant; Tim Worster, E/I; Tom Pelletier, purchasing; Dana Underwood, engineering; Joe Clark, maintenance, spares, construction; and Dan Whittemore, accounting.
SHEET QUALITY IMPROVEMENTS. Notable improvements occurred in several key sheet properties as a result of the rebuild. One major improvement due to the gap forming technology was reduced two-sidedness as a result of improved ash and fines distribution, with the filler more evenly spread throughout the sheet in the Z-direction.
As shown in Figure 1, formation improved significantly from the 3.3 Ambertec level before the rebuild to 2.6 after the project. “This is world-class formation,” according to Jordan. “Metso had guaranteed a level of 2.8, and with their assistance we have been able to consistently beat this level.” The cross-direction basis weight profile, as shown in Figure 2, has improved from a 2-sigma level of 0.25 lb to the current level of 0.1 lb, which is a major advance. These improvements have maintained the mill as a leader in SC paper quality in North America.
“The North American SC market is extremely competitive, and we didn’t want to lose our leading position. Symmetry is the sheet against which others in the industry are compared,” maintains Russ Drechsel, MPI’s president and CEO. “We produce both SC-A and SC-A plus grades designed to meet specific customer specifications and requirements.”
Symmetry, the mill’s flagship SC-A grade, is produced in basis weights ranging from 26- to 40-lb/3,300 ft2.
The aggressive startup curve set for the No. 3 paper machine was exceeded. This is shown in Figure 3, which depicts actual output as a percent of projected output. The 284-in.-wide No. 3 paper machine now operates at about 4,000 to 4,500 fpm, while the new components are designed for 5,000 fpm. The current speed record is 4,525 fpm.
MPI is one of eight mills in the Myllykoski umbrella, including the Alsip, Ill., mill near Chicago that produces coated groundwood grades. (see Pulp & Paper, December 2002). In Europe, the company also produces No. 4 and No. 5 coated groundwood, as well as SC-B grades, including LPHO, a high recycled content SC-B sheet produced by Lang Papier in Germany for offset presses. Another SC-B sheet from Lang Papier, LPT, is designed for rotogravure printing, and LP-RS is a soft-nip sheet for offset printing.
FUTURE GOALS. The No. 3 paper machine rebuild project has been an unqualified success. However, there are other changes that MPI will pursue in the future to improve operational efficiency and uptime. Most of the items that will be addressed are modest and include changes in several auxiliary systems, such as retention aid pumping capacity, and improvements in the finishing area.
In addition, bottlenecks have been encountered in the overall production line that at some point will be addressed. Most of the items on the capital projects list only become an issue if operating speeds are pushed above the 4,500-fpm range.
|