Control room revolution
by Jonathan Roberts,
Executive Editor
The relationship of the control room with the devices it manages is set to change forever
Openness and communication might be the favorite buzzwords of modern management but they are also the keys to the future of mill-wide automation. However this industry's glasnost is not yet complete. Open systems architecture developed strongly during the 1990s, but while national and proprietary standards have done much to integrate process control, there is no accepted universal standard of communication between devices.
Not yet anyway. Fieldbus should be to this decade what open architecture was to the 1990s. While Fieldbus has been around for a while, now is the time for it to be embraced widely by pulp and papermakers. The distributed control system (DCS) should be consigned to history by Fieldbus. Where DCS assumes centralized control, with a control room, or rooms, linked to possibly thousands of control loops, Fieldbus is based on smart field devices linked to a PC by a data highway (or bus). While DCS networks risk being overloaded by the huge amounts of information which smart field devices can transmit compared with their analog cousins, Fieldbus was created to cope with the digital revolution. What is more, Fieldbus's open architecture allows equipment from different suppliers to communicate freely.
Mills which have started to work with Fieldbus technology report significant savings in hardware and installation costs. So what is standing in the way of a Fieldbus revolution? Part of the problem is as simple as wiring. The devices which communicate through Fieldbus still tend to be connected with conventional cabling which limits their potential. Only a digital network can provide the bi-directional communication which can exploit fully the capabilities of smart devices and Fieldbus communication. The Hart protocol (Highway Addressable Remote Terminal) has gone some way to alleviate the limitations of 4-20 mA cable, but at a price.
Another mountain to climb is the creation of international standards, although significant progress has been made in this area. The standard has been broken down into two groups (this already sounds like a politician's solution), Foundation Fieldbus and European Profibus. Foundation Fieldbus is to clear the way for full use of smart digital devices, while European Profibus is best suited to analog field devices and features different protocols for various countries.
Where is Fieldbus now?
Fieldbus is neither a bolt-on extra nor an invention the completion of which can be defined. The universal adoption of Fieldbus by the pulp and paper industry would be the most worthwhile milestone in Fieldbus's evolution. Foundation Fieldbus comprises numerous function blocks, 21 at the last count, for various levels of process control. Flexible function blocks perform batch, discrete and hybrid applications. More blocks are under development.
Last year, the Fieldbus Foundation registered the first high speed Ethernet (HSE) linking devices (LD). The significance of this is that it provides a crucial component for open, fully integrated network architecture. According to Fieldbus Foundation director of technology development, David Glanzer, "With the ability of registered HSE linking devices, end users can implement the industry's only unified, plant-wide architecture providing sensor integration, both field device and subsystem interoperability and 'sensors to the boardroom' information integration through a proven, function block-based application interface."
According to Glanzer, H1 and HSE were designed as complementary networks. H1 best suits traditional process control applications, while HSE is designed for high-performance control applications and plant information integration. The combined H1/HSE solution allows full integration of basic and advanced process control and hybrid/batch/discrete control subsystems, with higher level, supervisory applications. The H1/HSE dream team means no more I/O conversion equipment and controllers, sensor networks and gateways and this flattens the system and network pyramid. Plant uptime is increased thanks to better diagnostics and operator information, performance improves and costs reduce. ABB was one of the first companies to register a product which conforms to the HSE standard.
One of the latest pieces of news from Profibus is its support for a new OPC (OLE for Process Control) standard which allows data interchange between controllers from different system suppliers.
President of Siemens Automation & Drives Group, Helmut Gierse, says, "The OPC DX protocol represents a major contribution to international standardization in industrial automation. As a market leader, we are committed to supporting and shaping such open solutions. From the middle of 2002 we will offer important key products with OPC DX functionality." ABB has also indicated its readiness to develop products with OPC DX functionality.
 |

M-real upgraded the condition monitoring system on PM 4 |
Condition monitoring
Mill-wide strategies serve to make control and automation investments on individual machines all the more significant for the success of the overall operation. M-real's Kangas mill in Finland upgraded the condition monitoring system on its coated PM 4 with a Sensodec 6S from Metso Automation. At first, the new 6S system was selected for calender runnability and condition monitoring. But during the course of the project, its use was expanded to cover the complete machine. In total, there are now 558 sensors embedded in the machine to measure process pulsations.
From PM 4, there is a remote connection to Metso Automation's service center in Kajaani, Finland, where the machine condition can be monitored by Metso experts.
This was part of a much wider project. Prior to the rebuild of PM 4, process automation had been controlled by a previous generation system. However, Kangas wanted to have a unified process control solution for the complete mill since PM 2 had gone through a process automation upgrade from Damatic XDi to metsoDNA only a year before.
The automation delivery featured the first combination of metsoDNA and Profibus connectivity. The solution decreases the use of traditional I/O cards and provides better diagnostics, in addition to rapid data flow to and from the frequency converter control center.
The whole supply chain
Any study of mill-wide automation falls flat without looking at the big picture of which mill-wide automation is a part. Optimizing mill operations is one thing, but without managing the whole supply chain, the benefits will be limited.
An example of a system designed to put together the pieces of the puzzle is TietoEnator's TIPS solution, which has just been launched in Version 10.1. TIPS integrates order, customer, production and quality data at the mill and provides algorithms and views to optimize profits and production accuracy. The latest TIPS has open application integration to external systems such as enterprise resource planning (ERP) and internet.
ERP brings its own challenges. It raises all sort of integration issues and those companies which chose standard ERP packages face poor integration with existing and new solutions, functionality which does not suit the paper industry and inflexibility generally. TietoEnator has developed a unit management solution which, it claims, enables manufacturing execution systems (MES) and ERP to use their own data structures, but allowing them to integrate seamlessly. It is built to be compatible with TIPS and its interfaces are said to be easy to use with ERP systems such as SAP R/3.
Another system, just launched, which is specifically designed to connect concurrently with different database sources, is MOPS 3i from MOPS Systems, which is a business unit of Kvaerner Chemetics. MOPS says that regardless of the data source, be it DCS, QCS scanners, OPC servers etc, the new system gives the user uniform access. And it is designed exclusively for the pulp and paper industry.
Burgo streamlines
Mills which are part of large organizations cannot operate as isolated units if they are to take advantage of their corporate size and structure.
Cartiere Burgo, Italy's largest paper manufacturer, consists of 10 papermaking operations and multiple remote warehouses, shared with six subsidiaries. Burgo set out to streamline its operations with information and business systems. It called on Honeywell's OptiVision, an 'order to cash' business system built specifically for the paper industry.
OptiVision would handle order entry, global scheduling, trim, tracking, inventory, shipping, invoicing, in addition to maintaining all the customer and product files. JD Edwards would handle the financial records of the transactions completed in OptiVision through a standard program interface for Accounts Receivables, Accounts Payables, General Ledger, and Purchasing.
To date, Burgo's corporate offices and central order entry are operating on OptiVision. All of the field sales organizations are up and running as well, so orders are captured in a consistent manner and sourced throughout the company for production. Sales and customer service, through this design, can provide the inquiring customer with an accurate available-to-promise date (from paper that is in stock) or an accurate date when they should expect their order to arrive at their consignee (capable-to-promise.) OptiVision is up and running at all the remote warehousing facilities; from the central order services location, they know what inventory is available to sell, rather than produce, which avoids mistakenly elevating inventory.
The remaining work to be done now that sales, order services, scheduling, inventory and shipping are completed are the individual mill implementations. To date, two of the 10 papermills have begun using OptiVision and are lowering scrap, improving the trim efficiency, and lowering inventory. Once each mill is running on OptiVision, Burgo will know down to the minute what is shipping and being invoiced. With each manufacturing facility on OptiVision, the centralized planning and scheduling will have consistent capacity information from all locations in order to schedule new business optimally.
Visy's vision
Australia's Visy Paper installed ABB's Manufacturing Execution Systems (MES) in 1995 (PPI, March 2001). By late 1999, changes in Visy Paper's business and management structure forced a re-evaluation of the system. An ABB audit found the level of use was high, but confirmed an increasing demand for changes. Moreover, the export business represented by the new Tumut mill's output compelled the company to become more customer-focused. This startup, scheduled for mid 2001, provided the deadline for the selection process.
When ABB demonstrated its new IndustrialIT for pulp and paper, Visy found that these supply chain solutions provided many of the needed capabilities. For instance, ABB's IndustrialIT for Customer Service Management would speed Visy's progress toward a customer orientation by providing the company with a new, enterprise-wide front-end for its customers.
There are four solutions installed at Visy Paper: IndustrialIT for Customer Service Management, Production Planning and Scheduling, Production Tracking, and Quality Management. Customer Service is the 'head office' module. It manages information about customers, products, sales forecasts and budgets, production capacities, pricing, taxes, freight costs and so on. When customer orders are entered into Customer Service - optionally via the web interface - the system makes a preliminary production booking and stock reservation, generates any necessary export documentation, electronically books the shipping requirements and adjusts the total price accordingly. Online customs clearance is also carried out.
Credit control, letters of credit management and complaints management are handled by Customer Service as well, while invoices are raised by Customer Service and copied into Visy Paper's SAP-based accounting system. The new software even reduces the time taken to log an order by at least 65%.
Customers may be supplied on consignment, so Visy Paper can retain ownership of a roll of paper right up to the point where it is loaded on the customer's production equipment. This situation can be extended to the concept of vendor managed inventory (VMI), where the supplier takes responsibility for the materials stocked at the customer's premises. Apart from the need to manage this inventory and balance stockholding costs against the risk of out-of-stock situations, inventories held at customer sites must be taken into consideration as part of the overall planning process. Visy Paper provides VMI for Visy Board as well as some of its external customers.
Production Planning and Scheduling turns orders and budgets into an enterprise production plan. This is a complex process, due to the number of factors involved. For example, freight costs will be lower if the paper is produced in the city where it is to be delivered, but that saving might be wiped out by other costs or constraints.
In the real world, production environment, machines break down, suppliers fail to deliver on time and other things go wrong. Consequently, production managers sometimes have to deviate from the plan. Product Tracking captures information about the breakdown and provides a graphical view of the plant, allowing managers to pinpoint individual machines and warehouse bays.
This information feeds back into Customer Service and Production Planning and Scheduling to provide a global view, allowing the management of changes due to production problems, new orders, and so on.
Quality Management tracks product quality down to individual reels delivered to customers. Statistical quality control systems are built in, with automatic alarms and interfaces to plant control equipment. Raw material quality measures are also recorded. Quality information is presented graphically, and there is provision for customers to retrieve quality reports electronically.
Smurfit's search
Smurfit Stone Container Board Division's research for a corporate standard MES began several years ago. It first selected a versatile roll-tracking package followed by a maintenance system and fiber procurement system. Smurfit-Stone was looking to standardize the connectivity and archiving of process data. PI System software was selected as an efficient means to bridge the information technology to the process control world. PI will provide the connectivity from process areas to roll tracking as well as passing necessary information to maintenance and financials systems. In addition PI will permit the standardization of process data reporting in order to provide accurate benchmarking of mill's performance.
One important concern with acquiring data from the process control system was the network security and integrity. The normal IT approach to acquiring process data does not protect the Process Control Network (PCN) adequately. The PI architecture satisfies Smurfit-Stone's requirement to limit network traffic between the PCN and the Local Area Network (LAN). Some mills were very concerned regarding unauthorized access to process equipment from the LAN. The present architecture of separating the PI servers and the Data Acquisition Node satisfies this requirement. Users including business systems retrieve the data only from the PI server. They do not have access to the PCN.
Some years ago, Smurfit-Stone began integrating its process control department with the information technology department at each mill under one manager. This helps stratify decision support for software projects whose data needs come from various areas of the mill. Daniel Gougeon, project manager Smurfit-Stone Montreal, says, "PI is seen as the leveling piece in this information layer. We have mills with a variety of DCS and gauging systems. We have a variety of financial and maintenance systems. With PI, we can collect and summarize data that can be compared from mill to mill. We can eliminate the differences among mills and can concentrate on accurately comparing productivity, quality and maintenance costs across our entire division."
Pulp and paper's specific needs
Every industry perceives itself as unique to a greater or lesser extent, but when it comes to process control and automation, the pulp and paper industry does face some specific challenges.
Pulp and papermaking are largely continuous processes which are completed by disassembly (slitting, sheeting, etc). By contrast, it is assembly of components that characterizes many other industries. Equally, quality in the paper industry is relative in that it is determined by the end use. Most other industries rely on absolute measure of quality, in other words, is the product OK, yes or no?
So when it comes to automating pulp and paper processes, it will come as no surprise that the use of equipment and software which have not been designed specifically for the industry can land the user with headaches.
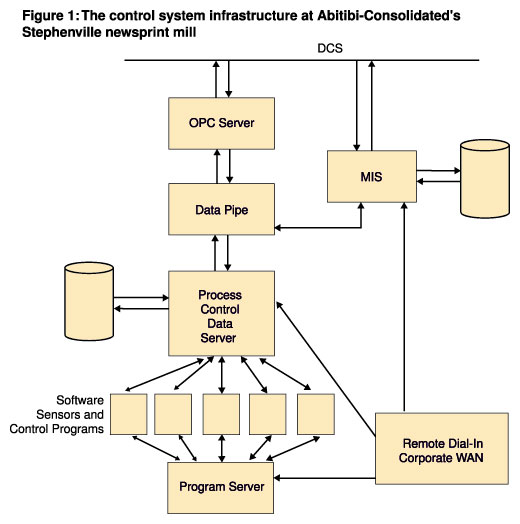
Thermomechanical pulp (TMP) production typifies the complex network of interconnected processes the pulp and industry faces. In such an environment, it is difficult for operators to predict the full impact of their control actions and to control these actions. Abitibi-Consolidated's Stephenville newsprint mill in Newfoundland recently implemented a mill-wide quality control (AQC) system through Invensys Performance Solutions, which has helped the mill predict how and when actions taken in the TMP mill will affect final newsprint quality. The mill's intention in implementing the AQD project was to increase paper output within the desired quality window without using kraft pulp.
The key quality control points at Stephenville are the pulp sample points and paper-testing department. Model predictive control (MPC) applications were implemented on the TMP mainlines, the TMP reject system and the PM saveall. The newsprint quality advisory system provides setpoints for TMP quality, based on newsprint quality targets, while the saveall MPC application is used for short-term control of the newsprint quality.
Stephenville installed a PI mill information system (MIS) in 1999 as part of its IT infrastructure. The MIS interfaces with a number of systems, including a Foxboro DCS, PQM 400 pulp quality measurement system, Measurex gauging system and Autoline paper testing. To separate the control system and information system functions, a parallel process control data server was installed.
The DCS was interfaced with the process control data server using an OPC driver. This interface was implemented parallel to the MIS system interfaced to the DCS. Data not available in the DCS were extracted from the MIS.
The process control data server stores both historical and current data. The remote user can access the data either by dialing into the mill's modem pool or logging into the network, or directly through a secured firewall.
Steady-state and dynamic simulations were developed for the whole mill to predict quality on the PM. These were used to baseline the mill operation, identify process bottlenecks, further refine data availability, determine significant time delays in the system and to serve as the basis for tuning the mill's control systems.
Software sensors were developed for both the TMP mainline and rejects systems. In addition, a newsprint porosity software sensor was developed for use in the saveall model predictive control application.
Before an advanced control strategy could be implemented, the regulatory control strategy had to be audited and various regulatory control loops were added during the course of the project.
MPC applications were implemented on the TMP mainline system, the TMP reject system and the PM saveall. The MPC solution developed for the TMP mainlines at Stephenville includes all four mainlines. The advantage of this is that with all four mainlines in a single controller, the lines can be coordinated to control global TMP variables common to all four mainlines and to balance quality between the lines.
Closing the loop
The MPC saveall controller was designed to maximize the throughput of the saveall for maximum fiber recovery, while respecting the constraints on dropleg consistency and PM porosity.
MPC applications are used at Stephenville to maintain the desired pulp quality profile. This is the first step towards closed loop control of paper quality variables by manipulating pulp quality targets in an automated fashion.
In terms of meeting the mill's objective of increasing paper production within a certain quality band without stoking up with more kraft, the project was a success. In May 1999, only 10% of reels produced without kraft fell within the mill's specified quality window. During the validation period from August to September 2000, 98% of all reels were within the quality window.
Two factors can claim credit for this. The first is the effect of setting and maintaining pulp quality at the setpoints recommended by the paper quality advisory system. The second is the effect of reducing pulp quality variability in general.
There are many more benefits which Stephenville can point to but they all lead to the same conclusion - that implementation of mill-wide advanced quality control is an effective way of improving paper quality and increasing profitability.
|