Material Handling
At Bowater Newsprint Calhoun Operations in Tenn., a $40 million wood yard upgrade supports new TMP lines and includes a unique tube belt conveyor for chips.
BY MONICA SHAW
Technical Editor
Extensive Wood Yard Upgrade Improves Chip Quality at Bowater Newsprint
To ensure a steady, quality supply of chips for its two new thermomechanical pulp (TMP) lines, as well as its existing TMP and kraft pulp operations, Bowater Newsprint Co. has invested close to $40 million on its wood yard in Calhoun, Tenn. In addition to advancing chip quality, the wood yard project has reduced both labor and maintenance costs while improving safety.
Producing 2,150 mtpd of newsprint, as well as some specialties and 545 mtpd of bleached hardwood market pulp, Bowater’s Calhoun mill is the largest North American producer of newsprint. The mill was built in 1954 with two paper machines. Three others have been installed since then, the latest of which was in 1979. In addition, the mill installed four lines of TMP in 1979, and two more lines in 1985.
According to vice president and resident manager, Howard Johnson, the mill has also received more than $1 billion in investment for modernization purposes since 1987. However, as of 1997, two major pieces of the mill had not yet been upgraded—a 1954-vintage wood yard and groundwood pulp facilities. The mill wanted to take advantage of quality improvements available from new technology, especially for TMP.
Part of a $180 million modernization program begun in 1997, the wood yard project was performed as a turnkey endeavor. Not only would the project support the two new TMP lines with chips, it would also support existing TMP lines and the kraft pulp mill. By chipping its own wood rather than purchasing chips on the market, Bowater would have complete control over chip quality. And, new technology, including more automation, in the wood yard meant labor savings and safer working conditions.

New equipment for Bowater’s south log line included a portal crane, infeed conveyor, debarker, and chipper, as well as conveyors.
MAINTAINING WOOD YARD OPERATIONS. In late 1997, Bowater selected Andritz Wood Processing as its wood yard contractor. As Figure 1 shows, the wood yard design incorporated new equipment interspersed with some existing pieces to create the required improvements.
According to David Flower, superintendent of recycle and chip preparation at Bowater Newsprint, the wood yard design was “primarily focused on chip quality.” He also notes that, after discussions with several Southeastern mills, it was the contractor’s reputation for producing consistent, quality chips that drove the mill’s decision to work with them.
Prior to the project, Bowater purchased about 30% of its softwood and about 70% of its hardwood as chips. For the groundwood mill, long logs were purchased and cut into 5-ft segments for processing. With the upgrade, the mill buys only 15% of its pine chips and 5% to 10% of its hardwood chips, allowing better quality control. In addition, long log processing is now possible on both the north and south log lines with the new infeed conveyors and debarking drums, eliminating the need to cut wood on a slasher.
Before the modernization project, Bowater’s furnish mix for newsprint was approximately 18% pine kraft, 45% TMP, and 15% recycle with the balance in groundwood. Now, the typical newsprint furnish is approximately 12% pine kraft and 15% recycle with the balance in TMP.
One of the major challenges for the wood yard project was keeping existing TMP, groundwood, and kraft pulping operations on line in order to avoid paper production interruptions. Hemmed in by the river on one side and a highway on another, Bowater had to build the new north and south log lines inside its existing wood yard boundaries. Construction on the wood yard started in March 1998, at the same time work began on the TMP lines. The north log line started up in March 1999, while the south line started up in December 1999. The first new TMP line started up in July 1999, with the startup of the second line in August of that year.
The new north log line was built in the middle of the hardwood log storage, requiring the mill to store hardwood logs in its existing pine log storage, which reduced inventory. Conveyors had to be reused, with changes made to their source, destination, and even the wood species used. These conveyor systems had to be shared between people running the old system and those testing the new one, as well as being operated from the old control system and the new one. Temporary gates, plows, and chutes were added to get chips to follow new routes.
According to Flower, there were “six months that were really tough” due to all the activity within the wood yard. To provide the 5-ft debarked logs for its groundwood operations, Bowater relocated a small, abandoned debarking drum from its sawmill in Albertville, Ga., and used it for six months while the old wood yard equipment was demolished and the south log line was built.
“We lived for six months taking inventory risks like we'd never taken before, because we wanted all problems with the wood yard resolved before TMP startup,” emphasizes Flower. “This required full cooperation between our Woodlands Group, the pulp mills, the turnkey supplier, construction, the wood yard operations team, and mill management. Although we had a few close calls, the pulp mills never ran out of logs or chips.”
Bowater produces a 19-mm chip for both TMP and kraft pulping, with an emphasis on reducing pins and fines for TMP and for reducing pins, fines, and overthick chips for kraft.
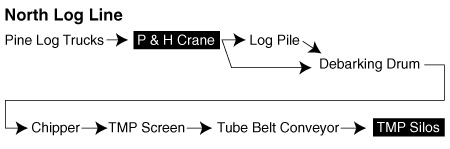

Figure 1: The wood yard design incorporated new equipment interspersed with existing pieces to create the required improvements.
NORTH LOG LINE. Feeding the mill’s two new $110 million TMP lines, the north log line at Calhoun is sized to produce an average of 270 tph of pine chips. For this line, major new equipment from Andritz Wood Processing includes a PowerFeed infeed conveyor, Konewood debarking drum, TwinChipper, and CS 800 chip screen. In addition, a unique application of a Krupp Robbins tube belt conveyor was installed to transport chips from the screening house to the TMP silos. For the entire wood yard project, Andritz installed 6,800 ft of belt conveyors.
Log/chip flow. For the modernized north line, long logs are unloaded from trucks using a P & H portal crane with a 35-ton grapple. Though it was an existing piece of equipment, the crane’s rail was extended 250 ft by Andritz to accommodate more wood storage. To ensure a consistent supply of fresh chips for the TMP process, the mill keeps a five-day supply of logs available for the north line.
The portal crane is also used to load long log bundles from the pile to the PowerFeed infeed conveyor, which uses multiple strands of chain to transport them directly to the Konewood debarking drum. The drum infeed section of the infeed conveyor functions as a pre-debarking chamber to improve overall debarking efficiency. Also, the process is controlled with several sensors that permit automation of the system with the debarking drum and other equipment. Underneath, a belt conveyor takes bark to a new Jeffrey bark hog with a 600-hp motor.
A drum discharge conveyor followed by a roller conveyor next takes the debarked logs to the Model HH902S-16 TwinChipper, which has 16 132-in. knives. Long logs are fed through a horizontal spout at an angle to the chipper disc that ensures optimum chipping geometry. However, smaller pieces of wood drop through a gap in the roller conveyor and are elevated by an inclined conveyor, and then fall through a secondary drop feed spout designed to get the best possible chip quality from the broken material.
From the chipper, a metering screw conveyor transfers chips to a belt scale conveyor, which then moves them on to the screening house containing a Andritz Model CS800 chip screen. This 30ft-by-30ft gyratory screen is suspended by four steel ropes. The screen has an electric drive with a single shaft and counter weights in the middle to give it a freely vibrating horizontal circular motion.
The chip screen has three screening decks with round holes to segregate oversized chips, large accepts, small accepts, and fines. Chips are fed through a wide infeed chute onto the upper screening deck.
Chips more than 55 mm flow over the top deck to the rejects chute and are sent to a Konewood Model BCR 13 rechipper. Through the top deck, chips drop to the middle deck screen with 17-mm holes for larger accepts and the lower deck for smaller accepts at 6.5 mm. Fines are collected at the bottom of the screen, which has a central discharge opening to the bark belt conveyor below. Accepts are fed to the tube belt conveyor.
Tube belt conveyor. The tube belt conveyor transports chips from the screening house to TMP silos 1,800 ft away. This conveyor is unique in that it marks the first North American installation of this type conveyor for wood chips. Used primarily in the mining industry, it is capable of both horizontal and vertical offsets without the transition points required of conventional conveyors.
Bowater chose the Krupp Robbins tube belt conveyor because the TMP silos were not located in a straight line from the wood yard. Because of this, five transition points would have been necessary with a conventional conveyor system. According to Flower, at three transitions points, the cost between a conventional system and a tube belt would break even, so the tube belt conveyor provided “a slight edge on cost.”
The tube belt conveyor takes chips from the screening house at 270 tph, the established rate for the north wood yard line. The flexible belt gradually closes to form a tube around the chips and travels upward from the wood yard, over buildings, and back down to the TMP silos, which hold 600 tons each.
The new conveyor was installed by the AgriSimons/Kamtech joint venture formed to engineer, procure, and construct the TMP portion of Bowater’s modernization project. With its truss assembly, the conveyor was constructed fairly quickly, although startup brought challenges stemming from its use in a wood chip application. Despite the initial challenges, Bowater is pleased with the tube belt conveyor from a cost, maintenance, and operations standpoint. Flower reports that the conveyor “runs very well with very little attention."

In the control booth, chip prep operator Johnny Williams monitors the chipping process. The TwinChipper is visible through the booth window.
SOUTH LOG LINE. New equipment for the south log line, which primarily feeds kraft pulping operations at Bowater, include a new truck dumper, Konewood crane and debarking drum, a TwinChipper, and two stacker/reclaimers. The south log line, which is sized to produce 270 tph like the north line, processes about 60% pine and 40% hardwood. This line is also used as a backup for providing fresh chips to the TMP process during maintenance outages.
Log/chip flow. A new Konewood portal crane with a 650-ft rail and 35-ton grapple was installed as a log inventory organizer for the hardwood and softwood long log piles, as well as to load the PowerFeed infeed conveyor. Chips proceed from the infeed conveyor to the Konewood debarking drum and TwinChipper 16-knive chipper—all of which are similar to the equipment used on the mill’s north log line. Likewise, a belt conveyor takes bark to another new Jeffrey bark hog.
All chips produced, plus all purchased chips, are conveyed to either a pine stacker/reclaimer or a hardwood stacker reclaimer for piling in segregated hardwood and pine areas. The kraft mill pulps either hardwood for market pulp or pine for newsprint, and great care is taken to keep the species separated to ensure quality. For this reason, a new Phelps truck dumper was installed to handle purchased hardwood chips, while an existing truck dumper works with pine. The new Phelps truck dumper has a 70-ft-long deck, 60-ton lifting capacity, and a 200-tph receiving hopper with live bottom—all above grade.
Bowater uses a modified first in/first out reclaim. Both new Konewood stacker/reclaimers have a reclaim rate of 275 tph and a stacking rate of 625 tph for a maximum pile size of 3 million ft3 and o.d. of 372 ft.
Chips from the wood yard are conveyed to an existing four-screen system, which has the same capacity as the single screen system on the north line, and accepts from each screen are conveyed to kraft silos. Four rechippers handle rejects for the system.
Bowater’s use of a tube belt conveyor for chips marks the first such application in North America.
PROCESS AUTOMATION AND PEOPLE. Bowater’s wood yard project meant moving from labor intensive, 1954-vintage operations to a modern, fully automated wood yard. Downsizing and the installation of new equipment provided many challenges as the mill migrated to its modernized operations.
Process automation equipment. As part of the project, Andritz installed PC Intellution software containing multiple graphic screens designed by the turnkey vendor. These screens display the layout and running status of the wood yard equipment. The software interfaces to six Modicon programmable logic controllers (PLCs) that control this equipment. These PLCs are located in the three new motor control center (MCC) rooms, both stacker/reclaimers, and the existing chip screen MCC room.
Four new industrial PC workstations running the control software were added to two existing PCs in the chip screen building. These computers run on an industrial Ethernet network. In addition, 18 Gaitronics cameras were added at various positions on each log line for monitoring purposes.
Labor issues. Operating with the new equipment meant the mill would have to restructure its workforce, while reducing wood yard personnel from a total of 78 hourly employees and five salaried to 32 hourly and two salaried. While this process was difficult from both a union and a personal standpoint, the ultimate outcome has been safer, more productive operations.
During the construction phase, wood yard employees were evaluated, and selection of the 32 was based on the senior most qualified employees as determined by skill level and teamwork aptitude, not just seniority alone. Flower reports that this process took several negotiating sessions with the union to reach agreement, most of which involved convincing the union that the selection process was legitimate and fair. Further affecting operations, the wood yard had to actually staff up to 105 with temporary employees for construction purposes before downsizing began.
Despite difficulties associated with restructuring, things have worked out very well with the selected employees. After three months of intensive operations and computer training, all have demonstrated that they were able to safely operate the new equipment at acceptable production rates. Flower notes that this training “has made a world of difference,” with technicians able to communicate electronically with other departments and mill management. A working (union) team leader and a utility employees complete the shift.
Currently, there are three people per shift on the north line and three per shift on the south line: a crane operator, computer control operator, and an outside operator. These operators rotate responsibilities every two hours. Jobs also rotate between the north and south lines, so that within a six-week rotation, each one has performed every job for at least three to four days.
As for safety, Flower reports that, with new equipment and renewed safety awareness, there has not been an OSHA recordable injury since wood yard startup in March 1999. Prior to that, the incident rate was much higher.
PROJECT RESULTS. In addition to safety and production improvements, Bowater has seen a dramatic improvement in chip quality, much of which is attributed to the capabilities of the new chippers. According to vice president and resident manager, Howard Johnson, the mill now “produces a better chip before screening than what existed after screening of the chips we used to purchase.”
Flower reports that, with the use of the TwinChipper, the mill has “dramatically reduced the variation in chip size.” He notes that the percentage of accepts have improved by 30%. However, he also notes that the “price of a beautiful chip with uniform size is increased maintenance.” Chipper knives are changed after every 1,800 tons of wood processed on the north log line, and every 1,000 tons of wood processed on the south line because of hardwood chipping.
“Older chippers were much simpler and required much less maintenance,” describes Flower. “Now, we actually change knives and knife clamps before chip quality is affected. However, this maintenance is an easy price to pay when you see the chip quality, which makes it easier on TMP and the papermakers on down the line.”
Despite the knife changes, Flower says that system up time is in the mid 80% level, as compared with the seventies with the old systems where logs had to be slashed and “breakdowns were everywhere.”

|