Papermaking
Lennoxville tissue producer reduces airborne dust problems and produces a cleaner sheet with the installation of a unique “wet” collection system
By MARK WILLIAMSON
Wet Dust Collection System Eliminates Duct Fire Hazard at Scott Tissue Mill
Dust is an undesirable but inevitable byproduct of tissue manufacture. It settles everywhere in the machine room. In high concentrations, airborne dust is an occupational health concern. And, with the high static electricity levels and other ignition sources found in a tissue mill, there is an ever-present fire hazard. Tissue mills make good housekeeping a mandatory activity, but fires can still occur, particularly in the ductwork of older generations of dust removal systems.
Scott Paper Limitée in Lennoxville, Québec, recently looked at the important issue of dust control and decided to invest in an innovative wet dust collection system, supplied by Valmet’s Air Systems Unit in Thunder Bay, Ontario. After the system’s installation in December 1999 and efficiency trials in March 2000, Nicholas Buczynski, Scott’s project manager reports, “We have achieved 100% of our objectives. In fact, the system even does better than expected.”
In addition to significant reductions in airborne dust, machine cleaning requirements have been reduced. And, as a totally wetted system, there is no possibility of fires in the ductwork.
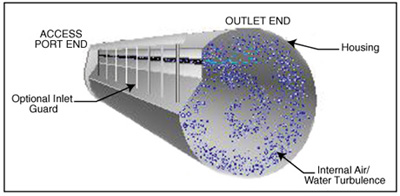
Figure 1: The wet dust collector creates high turbulence, which ensures that dust is encapsulated by the scrubbing water.
GOOD HOUSEKEEPING TAKES TIME. The No. 5 machine at the Lennoxville mill generates high levels of dust. There are also high levels of static electricity in the mill, so dust sticks to the walls and the equipment. The mill did not have a dust control system, so good housekeeping required a lot of time and effort.
Mario Ouellet, production manager, reports, “Machine cleaning was scheduled two times per week and each cleaning needed 45 minutes to 1 hour of downtime. We also scheduled a major cleaning of four to six hours twice a year.” Despite their efforts, 20 hr/yr were spent fighting fires.
To significantly reduce airborne dust, reduce dust buildup and the potential for fires, and to lessen dust carryover to the final product, the mill looked for alternative dust control systems.
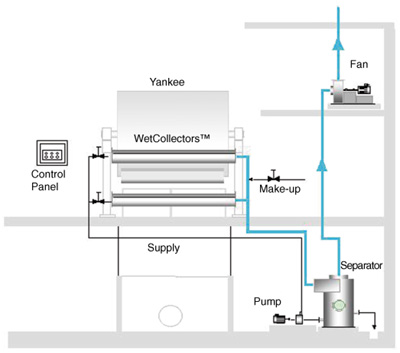
Figure 2: Layout of a typical WetDust system.
THE WET OR DRY DECISION. The decision narrowed down to two very different solutions: a traditional dry collection system with a wet venturi scrubber and the wet dust control system. The wet system captures the airborne dust particles by using a unique water scrubbing action in watertight dust collectors positioned around the sheet run. The dust, encapsulated in water, is removed in a cyclone separator.
In contrast, dry systems transfer the dry dust through ductwork to a wet venturi scrubber. But if moisture enters the air stream during washups, for instance, the dust can adhere to the inside of the ducts.
After repeated washups, multiple layers of dust can build up. This is where many fires originate. To protect against the spread of fires in a dry system, special fire control equipment such as spark detection systems, sprinkler systems, and fire doors are commonly used.
The new Scott system does not need any fire control equipment since it is a totally wet system in the collectors and in the ducts that carry the encapsulated dust to the separator. “The whole aspect of fire has been taken care of without peripheral equipment,” according to Buczynski. He adds that “the insurance premiums will not go up with the wet system.”
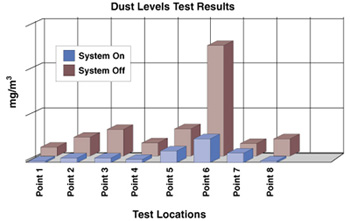
Figure 3: The wet dust control system reduces airborne dust levels in the machine room. The most significant reduction in dust levels was achieved after the Yankee dryer (Point 6).
REMOVING DUST AT THE SOURCE. The heart of the WetDust system is the WetCollector. Basically, wet dust collectors perform the same task as the venturi scrubber but, most importantly, they remove most of the dust right at the source using a turbulent action that encapsulates the dust in water. There can be several collectors located at points around the sheet run where dust generation is a problem.
The system’s exhaust fan generates a vacuum at the inlet of the collectors. Air and entrained dust enters through an adjustable orifice slot which runs the full width of the machine. The high velocity air entrains and atomizes the water so that it thoroughly mixes with the dust.
The turbulence created inside the collector ensures encapsulation of the dust particles and ensures that the walls are scrubbed clean (Figure 1). The scrubbing water actually rims on the collectors’ walls somewhat like the condensate in a dryer shell. Any stray tissue pieces from machine blowdowns are disintegrated by the high turbulence.
Since the air velocity is used to atomize the water, no nozzles are required and, therefore, there is no possibility of plugging. At Lennoxville, the scrubbing is done with wastewater that normally would go to the water treatment plant. Scrubbing water use is less than half that required for a similarly sized venturi scrubber. This is due to the high scrubbing efficiency achieved by the system. The wet collectors are water-tight and fabricated of 316 stainless steel
Valmet engineers report that the wet system requires about 10% less static pressure and correspondingly less energy for the same efficiency as dry dust removal systems. Scrubbing conditions are monitored to ensure consistent performance.
The layout of a typical wet scrubbing system is shown in Figure 2. The system at Lennoxville has five collectors strategically located at the dry end of the machine. The scrubbing water flow to each collector is 20 gpm. The air control system includes a damper that diverts exhaust air from the dust collectors during a break. The scope of supply also included enclosure panels to help contain dust to the dry end of the machine.
The system was installed at the end of 1999 during a scheduled machine shutdown. According to Réjean Douville, the mill’s maintenance manager, the installation was, “very fast, surprisingly in about 36 hours.”
DUST UNDER CONTROL. Dust removal capability of the system was tested in March 2000. Dust levels in the ambient air were checked at 8 locations around the machine and in the machine room (Figure 3). Dust levels were reduced in all areas, with up to 90% in some locations. The highest concentrations of dust were found above a catwalk after the Yankee hood. At this location, dust levels were reduced by 78%.
The reduction in airborne dust levels has had a significant impact on the work required to keep the tissue machine clean. Ouellet says the cleaning schedule for the No. 5 machine has been extended to every grade change, approximately every seven to ten days. Previously, a cleanup was scheduled twice a week.
MARK WILLIAMSON is a freelance writer based in Thornhill, Ont.

Mario Ouellet(l), production manager, and Réjean Douville, maintenance manager, pose in front of the welcome sign at Scott Paper's Lennoxville, Que., mill.

|