|
Demand for paper used in inkjet papers has soared, as color inkjet printers have become the dominant digital printers in homes and offices. As affordable inkjet printers grow wider, faster, and more complex to fill out market niches, more and more users want higher-quality paper to fulfill the promise of their new equipment.
Most inkjet papers sold today are uncoated, multipurpose papers—either bond or surface sized grades. Typical costs for these products range from one to two cents/sheet. However, while they are suitable for most routine applications, uncoated grades don’t allow for high-end print and image appearance. At the other end of the quality extreme are high-gloss, photo-quality inkjet papers. But these grades, which are normally coated off-machine, cost from $0.50 to $2.50/sheet (Figure 1).
A new kaolin-based pigment has been developed that can be coated on-machine at commercial speeds and used to produce higher quality matte coated inkjet papers. Results from laboratory tests and commercial trials are presented that illustrate the potential of using these pigments to produce lower cost, higher quality inkjet papers.
DEVELOPING LOW COST GRADES. The need for inkjet papers that exhibit improved performance over basic uncoated grades has led to an increased focus on coated matte papers for these applications. As noted, higher quality coated inkjet grades are currently coated off-machine and are relatively costly. As a result of these factors, there is increasing interest in producing low-cost matte papers, i.e. costing 3 to 10 cents/sheet.
However, producing a sheet with these properties is a challenge for papermakers, who need to find ways to coat inkjet paper on-machine at commercial speeds with no loss in quality. The finished paper should be smooth, strong, opaque, bright, and blue-white in shade (or neutral white for photo applications), and able to handle the demands of inkjet printing while providing excellent print results.
The critical element when producing inkjet matte grades on-machine is the coating. The coating provides a variety of functions. It keeps ink from penetrating into the substrate and regulates the spread and height of the ink droplet. It also optimizes drying time for the high-water-content inks used in inkjet printers. The coating separates the water-soluble, organic dyes from the water vehicle and holds the dye onto the surface so it does not strike-through to the base sheet. It also functions to rapidly absorb the water present to limit wicking, bleed, cockle and curl.
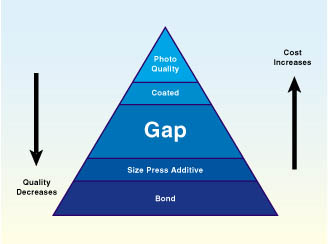
Figure 1:Quality pyramid for inkjet papers illustrates current cost vs. performance trade-off.
Until recently, nearly all inkjet matte finished paper coatings contained amorphous silica pigments—primarily precipitated silica, but also fumed and gel silica—in order to provide the high capacity for ink liquids that is required. While silica is effective once it is on the paper, silica pigments pose production problems because they must be coated at relatively slow speeds.
| TABLE 1: Comparative physical properties of silica and kaolin pigments. |
| Pigment |
Partical
Size (m) |
Pore vol.
(cc/g) |
Surface |
Bulk
density |
| Precipitated silica |
1.0-10.0 |
1.58 |
700-730 |
7 |
| Ink jet kaolin* |
1.0-2.0 |
1.24 |
85-110 |
25 |
| Hydrous kaolin* |
0.5-0.6 |
0.15 |
14-15 |
54 |
| Calcined kaolin* |
0.7-0.9 |
1.11 |
10-15 |
13 |
| *Average qualities of Engelhard pigments |
Coating solids level is a major limiting factor with silica pigments because of viscosity and water absorption issues. Silica slurries alone do not usually flow well at levels above 15% to 20% solids, so dispersants are used to increase these concentrations. Also, silica has a great affinity for water given its high pore volume, so it forms a paste as water is added until all voids are filled. Only then does it become fluid enough for coating formulation. This behavior decreases the vehicle available for the slurry, so formulators must start at a lower solids concentration. The absorbed water in the pores also demands extra energy during drying.
Manufacturers have developed other inkjet pigments in an attempt to overcome the limitations of silica pigments. One approach involves use of precipitated calcium carbonate. The material dries similar to silica but it also requires a low-solids make down and can exhibit poor coater runability. It also has a relatively small particle size, which tends to keep opacity low.
A second commercial pigment approach combines silica, calcined kaolin, a cationic optical brightening agent (OBA), and a cationic dye fixative. This pigment can be slurried at 36% to 40% solids. This is better than that achieved using silica alone, but solids in the coating color can drop to the low- to mid-20% range when other coating components are added. Since this pigment is somewhat pre-formulated, it limits a mill’s choice of additives. It may also be incompatible with some mill waters and may require added drying energy and time.
NEW PIGMENT APPROACH. Another approach based on kaolin has been developed and tested during the past two years. Hydrous and calcined kaolin-based products have been used in paper coating for decades, but they lack the pore volume and surface area needed to dry inkjet inks rapidly. The new kaolin-based product—termed a surface-enhanced aluminosilicate or SEAS—has been surface modified to enhance pore volume and surface area. These modifications provide the essential absorption, ink holdout, and other properties essential for inkjet printing (Table 1).
Aqueous SEAS pigment slurries can be coated at commercial speeds because they flow well at solids concentrations between 50% and 55%. They also enhance the finished paper because they have relatively high brightness levels—e.g., TAPPI brightness of either 92 or 94—and good shade characteristics (Table 2).
| TABLE 2: Typical properties of surface-enhanced aluminosilicate pigments. |
| Property |
Standard
Brightness |
High
Brightness |
| TAPPI brightness, % |
92.0 |
94.0 |
| Moisture, % |
3.8 |
3.0 |
| pH |
10.8 |
10.8 |
| CIE L* |
97.4 |
98.2 |
| CIE a* |
0.46 |
-0.51 |
| CIE b* |
2.63 |
1.6 |
| Loose bulk density, |
24.0 |
24.0 |
| lb/ft3 |
|
|
| TABLE 3: Basic formulation for coating evaluation. |
| Pigment |
100 parts |
|
| PVOH |
20 parts |
18.7% solids |
| Cationic starch |
20 parts |
18.3% solids |
| OBA |
1.0% wet on dry pigment |
|
KEY FORMULATING CONSIDERATIONS. In addition to pigments, coating formulations contain binders, process aids, and additives, all carried in a vehicle. The binder holds pigment particles on the substrate. Too little binder can cause dusting, picking, and printing problems, as well as tension loss during winding, slitting, and cutting. Too much binder also can cause problems in printing. Process aids like dispersants, wetting agents, and lubricants ease problems during coating, while additives perform specific functions, such as use of wax emulsions to add hydrophobicity. The vehicle, usually water, carries the coating to the substrate and then must be removed.
Inkjet coating binders commonly contain polyvinyl alcohol (PVOH) which forms strong films and enhances printability. Most inkjet coatings also contain extender binders (e.g., ethylated starch or specialty latex binders). These extenders act to counter solids and flow issues associated with PVOH, as well as offset its relatively high cost. Silica-based inkjet formulations need more than 40 parts of total binder because of silica’s high surface area. Coatings made with SEAS pigment, by contrast, usually need 25 to 30 parts binder.
The most common process aids in inkjet coatings are cationic dispersants, defoamers, and lubricants. Dispersants allow flow at higher solids loadings, which boosts pigment levels. Cationic grades are used for compatibility with cationic dye fixatives. Silicone-based defoamers are usually used in these coatings because they are potent at low concentrations. Lubricants like calcium stearate aid in blade coating, but are not needed for coaters with less friction.
Common additives in inkjet coatings include optical brightening agents (OBA) and dye fixatives. OBA’s help boost brightness above 90.0 and are often hexasulfonated-stilbenes that undergo less quenching in a cationic environment than conventional OBAs. Cationic dye fixatives like polyethyleneimine or polyvinyl amine help attach the anionic dyes in the ink to the coating surface. These are used in small amounts (less than 1 to 3 parts) to restrict dye movement, which aids dot resolution and helps keep dye from entering the base. They also improve water fastness.
Formulation studies using cationic dispersants and additives suggest that SEAS pigments, with their lower surface area, may need less than half as much of these materials as silica-based coatings, with no loss in performance. In addition, SEAS pigments have a pH of 10.8, which creates a near-neutral coating once the cationic ingredients are added.
| TABLE 4: Typical SEAS pigment coating formulation |
| SEAS paigment* |
100 parts |
| Cationic dispersant |
0.5 to 1.0 parts |
| Binder** |
30 to 40 parts |
| Binder** |
30 to 40 parts |
| OBA |
0 to 0.3 parts |
| Cationic polymer |
0 to 3 parts |
* Use as high a level as possible for the paper and coater.
** 98% hydrolyzed PVOH with a medium molecular weight. Add co-binders as desired |
Coating Evaluation. As noted, silica-based coating colors can usually contain no more than 18% to 20% pigment solids before coater runability becomes an issue. Coatings with SEAS pigments can have 30% to 33% solids and still have excellent rheology. Tests comparing how coating colors using precipitated silica, fumed silica, and SEAS pigments perform involved a basic formulation with pigment, PVOH, cationic starch (a binder extender), and an OBA (Table 3).
In these tests, the SEAS formulation had a maximum pigment makedown of 52.6% solids, or more than twice the level of about 20% solids for precipitated and fumed silica formulations (Figure 2). (Maximum makedown occurs where the liquid coating forms a paste and can no longer flow.)
A comparison of Brookfield Viscosity at 20 rpm illustrates a striking difference. SEAS pigment at 34.2% solids had a lower viscosity than that of the precipitated silica at 16.7% solids and much lower than fumed silica at 11.7% solids (Figure 3). The ability to work with high solids at equal or better viscosities means improved coating kitchen efficiency.
The Hercules End Point (4400 rpm with an ‘E’ bob) data was even more pronounced (Figure 4). The SEAS pigment formulation at 34.2% solids had a HEP of 28. This compares to an HEP of 52 for 18.9% precipitated silica and 60 for 11.7% fumed silica. Given these results, it is easy to see why coatings using SEAS pigment work well on coaters at commercial speeds, while silica must be coated off line. Table 4 shows a typical SEAS pigment coating formulation.
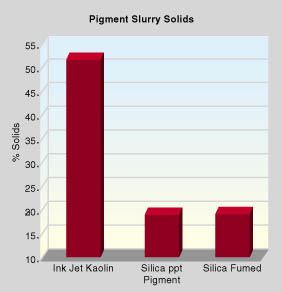
Figure 2:Kaolin-based pigment allows higher maximum achievable pigment slurry solids.
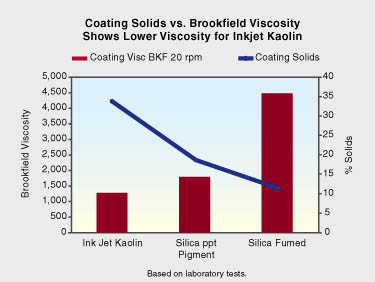
Figure 3: Brookfield viscosity versus solids for inkjet kaolin compared with silica.
Makedown began by mixing the dispersant with water and then adding the kaolin-based pigment. The binder, the OBA, and the cationic additives followed this. Water was added to reach the desired solids level and then process aids, e.g., defoamer, were added.
SEAS pigment formulations can be slurried at 50% to 53% solids alone and at 58% to 60% solids with a cationic dispersant. Target coatweights with this pigment are usually 5 to 7 g/m2, although weights up to 10 g/m2 can be used. Coatweights above this show greater bleed and lower color density.
Silica has less than a third of the bulk density of SEAS pigment, making it hard for coatweights with silica-based coatings to exceed 7 g/m2 without high pigment and binder loadings. In addition, silica’s lower density makes it less opaque than SEAS pigment, so the silica-based coatings must be thicker to reach the same opacity level.
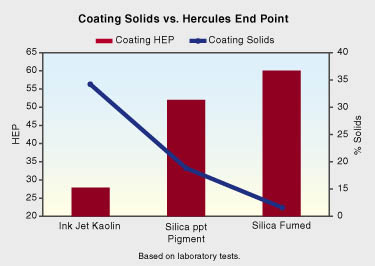
Figure 4: Coating solids versus Hercules End Point illustrates advantage of modified kaolin.
MILL PERFORMANCE. Since their introduction five years ago, metering size press (MSP) coaters have given mills the flexibility to apply lightweight coatings on the paper machine. Unfortunately, the prevalent use of silica-based coatings has not allowed use of MSP coaters to be extended to inkjet coating applications.
Tests of a coating using SEAS pigment were done under production conditions on a MSP to see if this limitation could be overcome. The tests used a 58% SEAS pigment slurry made down to a coating color with 36% solids (Table 3).
During trials, coating applicator rod pressure was varied from 41.2 to 56.9 psi for coatweights of 4 to 6 g/m2, respectively. This is similar to conventional coatings. The optimum coatweight was 5.5 to 6 g/m2, which was determined by coating the first roll on one side to see how much was needed to offset curl in two-sided coating.
Tests were done at 1,500 fpm, 2,500 fpm, and 3,339 fpm using solids levels of 40.8%, 37.9%, and 34.8%, respectively (Table 5). The coating was applied smoothly with no equipment problems at all solids levels. Another successful MSP trial at 3,600 fpm used a formulation with a lower viscosity PVOH than in the previous trial.
| TABLE 5: Inkjet kaolin produces a sheet with optical density similar to silica-based sheets. |
| Coating solids |
Viscosity BKF
at 100 rpm |
Hercules
End Point |
Machine
speed (fpm) |
| 40.8% |
1080 |
64 |
1500 |
| 37.9% |
1100 |
56 |
2500 |
| 34.8% |
850 |
42 |
3339 |
In addition to the work with MSP coaters, SEAS pigments have been successfully used with blade, rod, air-knife, gate roll, and gravure-style technologies. Confidentiality agreements prevent disclosure of the results of these runs, but all worked well at high-solids and commercial speeds.
Even though SEAS pigment-based coatings are added at lightweight coated paper coatweights, they can raise the brightness of relatively low-brightness sheets by 1 to 2 points and maintain the brightness of high-brightness sheets.
Coated Sheet performance. Paper coated with SEAS pigment-based formulations compare well in brightness, opacity, and sheet gloss to silica-based coatings using the same formulation and base. In addition, SEAS coatings have good surface strength at relatively low binder levels and provide high color integrity and vibrancy when used with an inkjet printer.
In one case, paper with an SEAS pigment-based coating and 40 parts binder had no dusting, while the same paper with a precipitated silica-based coating had significant dusting. Both sheets had good color definition at this binder level. When binder level was lowered to 30 parts, color definition and dusting in the SEAS pigment-coated sheet was unchanged. In the silica-coated sheet, however, at this binder level the sheet dusted so severely that the paper fouled the gripper wheels on the inkjet printer.
Both the SEAS and silica coated sheets exhibited high color density and printed text with excellent black ink density, sharpness, and definition. Letters printed on SEAS-based coatings tended to have less bleed than those on silica-based coatings. Both papers also reproduced images with excellent color definition, but those with SEAS also tended to bleed less.
In another test, the silica and SEAS pigment coatings using the formulation in Table 3 were coated on the same base paper at 5 to 6 g/m2. The paper with the SEAS-based coating had a TAPPI brightness of 88.6, which was 3.9 and 4.4 points greater than that with precipitated silica and fumed silica, respectively (Table 6). The SEAS pigment paper also had somewhat higher opacity.
| TABLE 6: Comparative paper properties based on test formulation*. |
Pigment used
in coating |
Brightness* |
Opacity** |
| Precipitated silica |
84.7 |
91.0 |
| Fumed silica |
84.2 |
90.7 |
| SEAS |
88.6 |
91.4 |
* See Table 3
** Based on standard TAPPI test methods |
| TABLE 7: Properties of paper coated by metering size press using SEAS coating* |
| Brightness |
91.1 |
| Opacity |
92.6 |
| Cyan density |
2.5** |
| Magenta density |
1.82** |
| Yellow density |
1.25** |
| Black density |
1.80** |
* Coating formulation given in Table 3
** Using an HP690 ink jet printer |
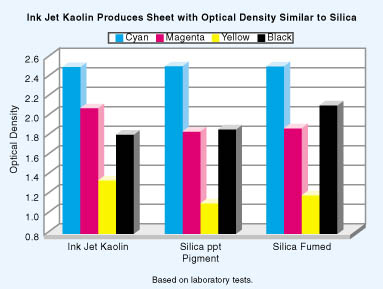
Figure 5: Inkjet kaolin produces a sheet with optical density similar to silica-based sheets.
The sheets were printed with a Hewlett Packard 690C inkjet printer. Print density data (using a COSAR Model 201 densitometer with a polarized filter) indicated that the three coatings had comparable print performance (Figure 5). The basic printer colors (cyan, magenta, yellow and black) had the density values needed to give vibrant color printing across all potential colors.
The silica coatings needed more than 40 parts of binder for good adhesion. Also, the coating rubbed off easily and its surface strength was indeterminate. The SEAS paper needed 30% less binder than the two silica coated papers and had a wax pick of 6, compared with less than 3 for the paper containing silica.
And finally, the paper made during the MSP tests described above had a TAPPI brightness of 91.1 and opacity of 92.6 (Table 7). These sheets produced high color density values after they were printed by an HP 690 inkjet printer. The values obtained were comparable to those from commercially available premium grades.
MIKE LONDO is with Engelhard Corp., Gordon, Ga.

|



