|
Since very few equipment integrity standards have been written specifically for the pulp and paper industry, we have been forced to adopt other industry-specific or equipment-general standards, in whole or in part. Good engineering practice dictates that we review these standards and modify them, as necessary, to meet the requirements of the equipment and service conditions that are specific to our industry.
One standard that is likely to require very little modification to suit the pulp and paper industry is the American Petroleum Institute (API) recommended practice (RP) 579, released in early 2000. API 579 provides guidelines for fitness-for-service (FFS) assessments using methodologies for refining and petrochemical equipment. However, many of the flaw types (not causes) covered in this RP are generic across many industries.
This comprehensive document, integrated with API inspection codes, covers damage mechanisms and provides the following benefits:
• Easy flaw and damage assessment
• Tactics for the repair, replacement, and extended safe operation of damaged equipment
• New basis of inspection planning
• Support of shutdown decision making to minimize scope and length
• Effective use of FFS and risk-based inspection (RBI) to maximize equipment availability and improve maintenance performance
BACKGROUND OF API 579. The idea for a FFS standard referenced from API inspection codes began with a joint industry project administered by the Material Properties Council. The joint industry project pulled together FFS technology for a comprehensive standard covering typical flaw types and damage mechanisms.
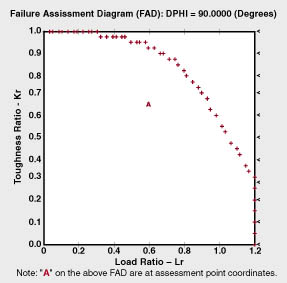
FIGURE 1: A failure assessment diagram evaluating cracks in a continuous digester shows an elliptical flaw in the shell course (parallel to longitudinal seam).
The results were given to a task force, which developed new rules for general and local metal loss, pitting corrosion, general shell distortions, and blisters. Working with the Material Technology Institute and industry liaisons, the task force incorporated rules for fire damage evaluation and dents, and is coordinating with the Material Properties Council’s Project Omega—a joint industry project to develop rules for the remaining life evaluation of components operating in the creep regime.
While API RP 579 was designed for the refining and petrochemical industries, FFS techniques can also be applied to flaws in the pulp and paper industry, as well as in the chemical process, fossil fuel utility, and nuclear power industries.
RELATIONSHIP TO OTHER STANDARDS. The joint industry project members from the Material Properties Council reviewed existing FFS standards to determine the suitability for use in the refining and petrochemical industries. Where possible, technology from international standards used for certain flaw types were incorporated into and significantly enhanced in API RP 579.
API 579 task force members felt that some FFS approaches were suitable for use only by advanced practitioners. Therefore, API RP 579 Level 3 assessment permits the use of alternative FFS assessment methodologies.
FIGURE 2: Comparative stresses from weight and centrifugal force in a Yankee dryer identified rotating drum weight as the source of weld failures
ASME ACTIVITIES. The American Society of Mechanical Engineers (ASME) formed a committee to develop codes and standards for in-service pressure-containing equipment covering all industries. Standards are being developed for risk-based inspection and repair methods such as leak sealing, boxes, patches, etc. ASME is negotiating with API to produce an FFS standard for pressure-containing equipment based on API RP 579.
TECHNOLOGY DEVELOPMENT. Although the level of technology incorporated into API RP 579 is leading edge, further improvements and enhancements are needed. The FFS joint industry project by the Material Properties Council is the driving force behind development efforts for FFS technology. This group is sponsoring FFS development in the following areas:
• Fracture toughness prediction
• Stress intensity and reference stress solutions
• Partial safety factors
• Nondestructive examination, round-robin detection/sizing of environmental damage
• Experimental validation of local thin area and crack-like flaw assessment techniques
• Hydrogen induced cracking and stress-oriented hydrogen induced cracking damage
In addition, the API is sponsoring a program to enhance nondestructive examination sizing reliability, and the Pressure Vessel Research Council is sponsoring FFS technology development in the following areas:
• Assessment methods for crack-like flaws
• Assessment methods for local thin areas, pitting, shell misalignment, and shell out-of-roundness
• Development of assessment methods for local thin areas at shell discontinuities (API, National Board Inspection Code, and Material Properties Council co-sponsors)
• Recommendations for in-service operating margins
LOOKING FORWARD. The release of API RP 579 will bring about changes to other API codes and recommended practices. The long-range plan is to offer an integrated suite of API codes and recommended practices, where information is presented once and other documents refer to and are linked to that information.
The in-service inspection codes in the U.S. for petrochemical pressure-containing equipment are:
• API 510—Pressure vessels
• API 570—Piping
• API 653—Tankage
• ANSI NB-23 (National Board Inspection Code)—Pressure vessels and piping
Until recently, these codes imposed an inspection interval based on equipment condition with a maximum inspection interval based on corrosion rates. API 510, 570, and 653 were revised to allow the use of RBI methodologies as an alternative to set inspection intervals. This is a fundamental change.
These same codes do not permit crack-like flaws, have empirical rules used for acceptance of metal loss, and provide minimum guidance on the acceptability of other flaws and damage types (e.g., blisters, creep, and fire damage).
CODE REVISIONS. Plans are in place to revise API 510 and 570; first granting the use of API RP 579 for fitness-for-service decision making instead of being limited to the old, empirical methods, and eventually just referencing API RP 579. API RP 579 Level 1-type assessments may eventually be incorporated into API 653 for tankage, but the rules would be identical to those in API RP 579.
Therefore, crack-like flaws may be acceptable in all of these codes; metal loss will be evaluated using technology-based rules; and better guidance on assessment procedures for common types of damage mechanisms found in the refining and petrochemical industries will be provided. This change will be fundamentally equal to allowing the use of RBI.
UNDERSTANDING DAMAGE. In order to feel comfortable implementing API RP 579, owner/users will need a firm understanding of potential damage mechanisms and characterization techniques (API 571 is being written to provide that background information in the refining industry).
If flaws or damage are found, owner/users should use API RP 579 to assess acceptability for continued operation. It is important for inspection planners to understand the effects of damage shape, characteristics and location on the choice of nondestructive examination methods, and also the limitations of these methods.
A primer for inspectors is planned, which would automatically take the sections from API RP 579 dealing with data needs and Level 1 assessment procedures. This primer would have limited discussion on remaining life and monitoring issues, and will serve as an additional study guide for the API inspector certification exams (510/570/653).
| Information on API RP 579 |
The API RP 579 is now available from the American Petroleum Institute. Users who want to become more familiar with API 579 can attend one of the training courses being conducted by API and M&M Engineering.
Further information on topics discussed in this article is available from the following:
- American Petroleum Institute (API) at (202) 682-8375 or www.api.org.
- aterials Property Council (MPC) at (212) 591-7694
- The American Society of Mechanical Engineers (ASME) at (800) THE-ASME or www.asme.org
- National Board Inspection Code at (614) 888-8320 or www.nationalboard.org
|
|
CONTINUOUS DEVELOPMENT. API RP 579 will be updated frequently as new technology is developed, with additional sections planned. A section on creep assessment is being developed for the next release of the recommended practices. Incremental improvements in residual stress estimates and materials toughness estimates will continue, as organizations such as the Pressure Vessel Research Council and the Material Properties Council FFS joint industry project continue to make developments.
A fully quantitative FFS assessment can be viewed as a very high level RBI analysis. RBI typically deals with the estimate of risk-based inspection on general material condition and provides guidance on when, where, and how to look for flaws or degradation.
Once flaws or conditions are found, FFS evaluates the acceptability for continued operation. RBI principles are used to establish an appropriate monitoring and inspection interval. Therefore, RBI and FFS are complementary technologies.
CASE STUDIES. The following case studies are intended to show a cross section of equipment deterioration issues that FFS can address, leading to avoided repairs, minimized downtime, improved safety and reliability, and enhanced design for operational changes.
FIGURE 3: To evaluate plastic collapse failure potential, nonlinear finite element analysis was performed to determine stress distribution in the lower shell of a continuous digester due to weight and wind loads
Fracture mechanics assessment of digester cracks. A continuous digester contained cracks along the vertical shell seam welds in the impregnation zone. The cracks were oriented primarily transverse to the welds, although a few had been identified in the heat-affected zone, parallel to the weld. The cracks were attributed to caustic stress corrosion cracking.
A fracture mechanics evaluation was performed to assess the potential for unstable crack growth and collapse of the vessel during operation. Calculations were performed using a proprietary computer program from Mechanical & Materials (M&M) Engineering called VCESage. This suite of software modules was designed to perform FFS and structural stability analyses for a wide range of industrial equipment, and it incorporates the latest industry FFS methodologies from API 579.
One of the software modules uses the two-parameter failure assessment diagram approach to separately evaluate the combined effects of failure by brittle fracture and by plastic collapse (Figure 1). The analysis was based on a worst-case flaw size, geometry, and location, determined (conservatively) during inspection and nondestructive examination of the vessel. Conservative crack growth rates were also taken into consideration.
The VCESage program was also used to determine the distribution of stresses in the affected shell courses, for input to the fracture mechanics assessment. The resulting fracture mechanics assessment revealed that the worst-case crack could be tolerated in the impregnation zone longitudinal seams, without leading to failure, at least until the next scheduled outage, at which time the cracks were to be removed. These results saved the mill considerably in terms of avoided extension of the shutdown, and possible de-rating of the digester.
Failure assessment and repair optimization. The spoke-to-jacket welds on a uniquely designed Yankee dryer at a paper mill failed repeatedly over several years. Finite element analysis was used to evaluate the cause of failures and determine the long-term viability of weld repairs. Stress analysis identified rotating drum weight as the source of the problem and predicted the critical stress location, which corresponded to the location of actual failures (Figure 2).
Comparative evaluation of methods for improving life determined that a fatigue life improvement of a factor of 5.0 could be obtained with better weld repairs.
Structural stability analysis. A continuous digester in a pulp mill required extensive repair to the lower shell section of the vessel. The mill wanted to determine if additional bracing would be necessary or if the vessel would be stable under wind and weight loading during repair. Nonlinear finite element analysis was performed to determine the stress distribution in the vessel and to evaluate potential for failure by plastic collapse (Figure 3). The VCESage Tower module was used to perform the buckling analysis of the vessel based on weight and wind loadings.
The analysis showed that the vessel would be structurally sound without additional bracing during the proposed repair operation. This allowed the project to continue on schedule, resulted in no unplanned operational interruption, and avoided costs associated with unnecessary bracing.
Other FFS evaluations. Additionally, FFS assessments have been performed in several instances to evaluate local thin areas in batch digesters. In most cases the results have allowed the operators to continue to run the digesters, without de-rating, until repairs could be made during planned outages. *
Doug Sherman is senior metallurgical engineer, Max Moskal is senior metallurgical/corrosion engineer, and David Osage is principal engineer for Mechanical & Materials (M&M) Engineering of Austin, Texas.
Note: This story has been revised from an earlier version.

|



